


本期内容将续接上期
继续讲汽车钣喷实训车间压缩空气系统设备选型
项 目 1
汽车钣喷实训车间压缩空气系统设备选型(续)
6、低位排水装置的选择
压缩空气系统的支管路从主管路的顶部引出的目的就是为了防止主管路里的水流入支管路,但管路底部积存的水必须排走,因此在支管路末端每个低位都要安装低位排水装置,以将管路中的水分通过导流管收集到指定容器或排给管线中而排出,确保压缩空气质量。
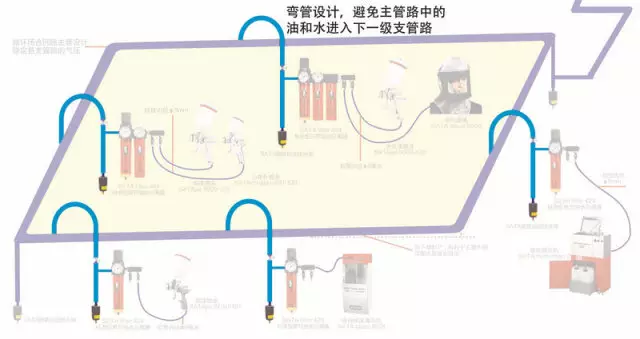
排水点在气管的低处,安装三通接头引出,排水可定期由人工完成或安装自动排水器。但大多数管路在设计安装时都忽视了这一点,要么没有低位排水装置,要么只是安装球形阀门。
(1)不设置低位排水装置
不设置低位排水装置将直接导致压缩空气管路中仍有积液,积液累积到一定量如果瞬间冲入后续终端油水分离器,将增大甚至超过其过滤负荷,输出的压缩空气就可能含有水分。因此不设置低位排水装置是错误的。
(2)只安装球形阀门
如果是此种情况则需要由专人负责定期打开阀门进行手动排放积液,在人工手动排放积液的过程中会引起气压、气量急剧下降,短时间内不能正常使用气动工具或进行喷漆操作。因此不建议这种只安装球形阀门的方式。

(3)安装具有自动排水功能的低位排水装置
当积液收集到一定量时积液可以瞬间自动排出,压缩空气管路内的气压和气量均不受任何影响,可以做到免维护而一劳永逸。因此建议选用具有自动排水功能的低位排水装置,如SATA管路自动排水阀,采用1/2英寸内螺纹接口安装到管路上,可自动排泄管道内的冷凝物。

知识链接
压缩空气中水、油对汽车涂装质量的影响
无论使用何种空气压缩机,当压缩比大于3时,经冷却或长距离管路输送,一般都会有冷凝水析出。这是因为压缩空气压缩后为饱和空气,当温度降低时就会有水从压缩空气中凝析出来。压缩空气系统的管路其实就是冷却表面,压缩空气中的水和油等便会积聚在整个管路上。当压缩空气中水和油含量超标时,会造成汽车涂装中产生缩孔、针孔、麻眼、气泡、麻点等涂装缺陷。
(1)缩孔。所谓缩孔,是在涂装过程中,涂膜的局部产生收缩而露出或未露出被涂面,形成坑穴、麻点现象的一系列漆膜弊病。这一系列包括缩孔、抽缩、凹洼(又称陷穴、凹坑、麻坑)、鱼眼等漆膜弊病,简用“缩孔”。 缩孔是不仅影响涂膜外观质量,而且露底的缩孔破坏了涂膜的完整性,用一般的打磨、抛光的修饰方法无法消除。

漆膜表面缩孔缺陷
(2)针孔、麻眼、气泡。这些均是面漆喷涂完毕后漆膜产生的缺陷。针孔是漆膜表面出现如针状大小的小孔,往往与气泡同时发生,即气泡发生后,逐渐消失使漆膜收缩而形成针孔。
(3)麻点。涂膜表面上产生像火山口那样的,不露出被涂面的凹穴。
7、终端油水分离器的选择
目前,我国很多职业院校钣喷实训车间压缩空气终端过滤设备仍在使用一些低效能设备,甚至还有使用油雾器等不符合要求的装置,这样会给学生掌握和认识压缩空气系统相关参数造成误导。
前处理工位压缩空气终端油水分离器的选择
前处理工位压缩空气终端过滤设备的主要作用是去除压缩空气中的液态冷凝物、杂质和颗粒物,确保前处理工位气动设备的安全使用,并延长各设备的有效使用寿命等。因此,前处理工位压缩空气终端油水分离器建议选择SATA filter 424单节油水分离器。

SATA filter 424单节油水分离器
底漆喷房压缩空气终端油水分离器的选择
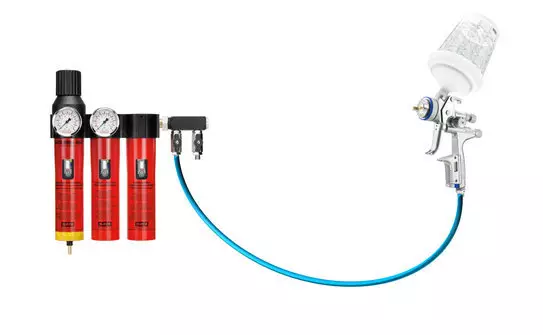
中涂底漆涂层在面漆之下,能增强涂层间的附着力、对底层提供封闭,并可有效填充腻子干燥过程中产生的气孔和打磨腻子时留下的砂痕,中涂底漆要要有一定的附着力、耐溶剂性及填充性,以保证为面漆提供一个完美的施工基地,是确保面漆质量的一道重要工艺流程。因此底漆喷房要求使用高质量的压缩空气过滤设备,以能有效避免面漆失光、气泡、斑点等缺陷的发生,为便于教学,建议底漆喷房安装2个双节油水分离器(如SATA filter 444)或1个三节油水分离器(如SATA filter 484)。

SATA filter 444双节油水分离器
面漆喷房压缩空气终端油水分离器的选择
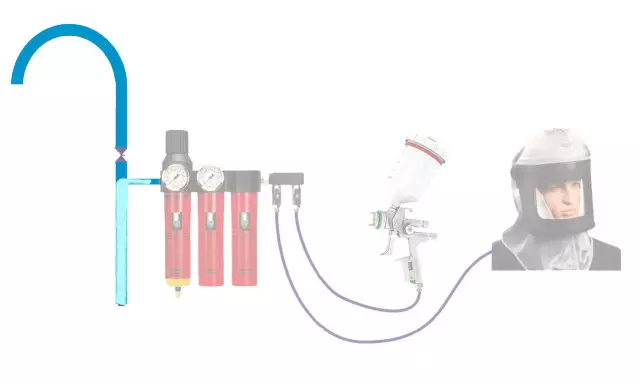
溶剂型涂料中的溶剂属于有机溶剂,喷涂时,压缩空气中会存有微量的油蒸气,但由于溶剂型油漆具有一定的包容性,不容易引起涂层缺陷;而水性漆的溶剂主要成份是水,遇到微量的油蒸气容易出现涂层缺陷。因此和溶剂型油漆喷涂相比,水性漆喷涂除对喷房抽排风量有一定技术要求外,对喷涂所需的压缩空气质量要求也更加严格。普通的油水分离器仅能有效过滤液态形式的水,对气态形式的水蒸气则难以捕获,故喷涂水性漆的压缩空气过滤设备必须具有活性炭吸附各种蒸气物质的功能,因此面漆喷房压缩空气终端油水分离器建议选用三节油水分离器(如SATA filter 484)。

SATA filter 484三节油水分离器
萨塔学院温馨提示:安装油水分离器时,建议尽量距离压缩空气设备组远一点,以免未经完全冷却的压缩空气流经油水分离器,导致其不能有效捕捉压缩空气中的蒸气物质。
知识链接
SATA filter 424单节油水分离器简介
SATA filter 424单节油水分离器采用长距离螺旋离心式原理分离压缩空气中的冷凝物,并将分离出的冷凝物通过自动排泄阀排出,不含液态物质的压缩空气再经过表面积约为100 cm2(面积是同类设备的数倍)的黄铜滤芯(采用黄铜粉末烧结成)过滤,过滤微孔截面积巨大且非常精细,过滤精度为5 µm,当气压为600 kPa时,其空气流通量高达3600 L/min。

SATA filter 444双节油水分离器简介
SATA filter 444双节油水分离器除具有SATA filter 424单节油水分离器所有功能以外,其第2节滤芯采用纤维棉过滤材质,能有效过滤颗粒直径为0.01 µm以上的物质,能大大减少涂层表面的颗粒物和其他杂质。纤维棉滤芯的过滤面积约为300 cm2(面积是同类设备的数倍),当气压为600 kPa 时,其空气流通量高达3600 L/min,可确保喷涂压力的稳定性和底漆涂层厚度的均匀度。

SATA filter 484三节油水分离器简介
SATA filter 484三节油水分离器,不但具有SATA filter 424单节油水分离器和SATA filter 444双节油水分离器的所有功能,还具有第三节活性炭过滤,能有效吸附压缩空气中残余的油蒸气,确保水性漆的喷涂质量,当气压为600 kPa时,其空气流通量高达3600 L/min。

8、空气软管的选择
空气软管是空气支管线或其他设备与手动设备相连接的压缩空气传输软管。成套空气软管的两端通常都会配好与设备配套的快速接头和接嘴。选择空气软管时,要注意以下几点。
(1)安全生产第一,因此要求压缩空气软管必须符合防爆(空气软管能在环境温度为-40 ℃~+100℃下安全使用)、防静电(符合防静电标准EN 1953 Antistatisch,防静电指数R<1 MΩ)等技术要求。

(2)当设备耗气量大时,其内径也要符合要求。软管的内径关系到空气流通量的大小和压降的损失,这两者是相互关联的。如以10 m长软管进气压力为600 kPa为例,当空气软管内径为6 mm时,压降损耗为220 kPa,即到软管终端的气压为380 kPa;当空气软管内径为9 mm时,压降损耗为80 kPa,即到软管终端的气压为520 kPa。所以,选择内径为9 mm的空气软管可以保证喷枪及其他用气设备的正常运行。

(3)尤其是喷涂领域的压缩空气软管,是与手动设备(如喷枪、打磨设备、吹尘设备等)相连接使用的,对其耐压及柔软性要求较高,以避免操作时负荷大且易造成安全隐患。汽车喷涂用空气软管要求持续耐压为2 MPa,在柔软性方面,要求空气软管的最小弯曲半径应为100 mm。

(4)要选择软管材质中不含硅化物的空气软管。因为喷涂油漆时,压缩空气与油漆涂料是以形成混合物的形式喷向工件表面,如果软管材质中含有一定量的硅化物,会对涂层表面造成严重的走珠、火山口、针孔”等涂层缺陷。因此要求空气软管材质的内外层采用不含硅化物的EPDM三元乙丙橡胶。

按照上述要求,喷涂所用的空气软管建议采用专业度较高的产品(如 SATA 空气软管)。
知识链接
SATA空气软管
SATA空气软管符合标准EN ISO 2398,其内外层材质采用EPDM三元乙丙橡胶,不含硅化物;使用环境温度为-40 ℃~+100 ℃;最高耐压高达6 MPa,可持续耐压为2 MPa;抗静电指数R<1 MΩ,符合防静电标准EN 1953 Antistatisch要求;内径为d9.5 mm,外径为D16.5 mm;压缩空气流经时压力稳定、流量均匀,可确保喷涂颜色无色差,涂层厚度一致等。

9、阀门、快速接头的选择
阀门安装在终端油水分离器的前端,用于气源接入控制和后续维护保养。快速母接头安装在终端油水分离器的出气口或压缩空气支管线的终端部位。快速接嘴(公接头)通常是安装在手动设备(喷枪、打磨设备、吹尘枪、吹风筒等设备)的进气口位置。
(1)选择阀门时,要求阀门内部表面光滑无瑕疵,通气管道内径足够大,密封性强,经久耐用等,建议选用SATA球形阀门。

SATA球形阀
(2)快速接头(母接头)。快速接头与设备连接螺纹分有内螺纹和外螺纹,规格也有多种(如1/4英寸、3/8英寸等)。选择快速接头时要求阀门开启程度大,密封性能好,安装或脱离设备轻松简便(视不同用途快速接头,呼吸用的是双卡接头),不磨损,关键还要耐用程度高,建议选用SATA快速接头。


SATA快速接头
(3)快速接嘴(公接头)。目前市场常见的快速接嘴(公接头)有钢珠卡扣式、倒爪卡扣式、和滚轴卡扣式等。
通过近30年的实践证明,钢珠卡扣式容易磨损,钢珠容易丢失,造成接嘴与接头内部密封不严,导致漏气严重,因此不建议选用;
倒爪卡扣式快速接嘴内部的倒爪容易磨损或变形,导致插卡不稳,安全隐患严重,因此也不建议选用。
滚轴卡扣式快速接嘴采用双侧卡扣,着力点均匀,能确保接嘴与接头内部的密封性,钢质滚轴沿快速接嘴内圆卡槽作圆周滑动,操作更轻松、更安全,与设备连接口采用经久耐磨的特氟龙垫圈,接嘴卡扣是内圆卡槽设计,与快速接头(母接头)内部的滚轴吻合卡扣,不容易产生误操作或自行脱落,安全度较高,因此建议选择SATA滚轴卡扣式快速接嘴。
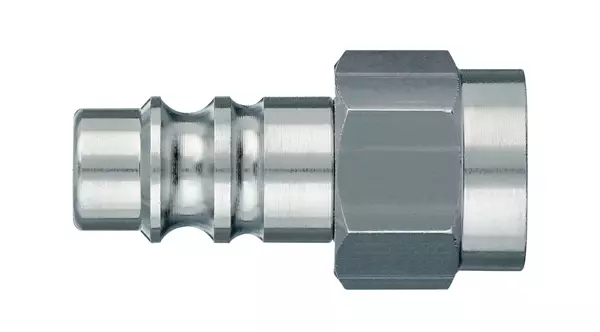
SATA滚轴卡扣式快速接嘴
未完待续,敬请期待